Get in touch
If you have any questions about our machines, or interest in setting up a new machining process. Our expert team are more than happy to help.
The C 400 machining centre is intended for high performance, large-scale machining of workpieces to high accuracy and surface quality. The C 400 features a large working area with a small installation area and can be ergonomically adapted to every machine operator - thus ensuring optimum ease of use.
Contact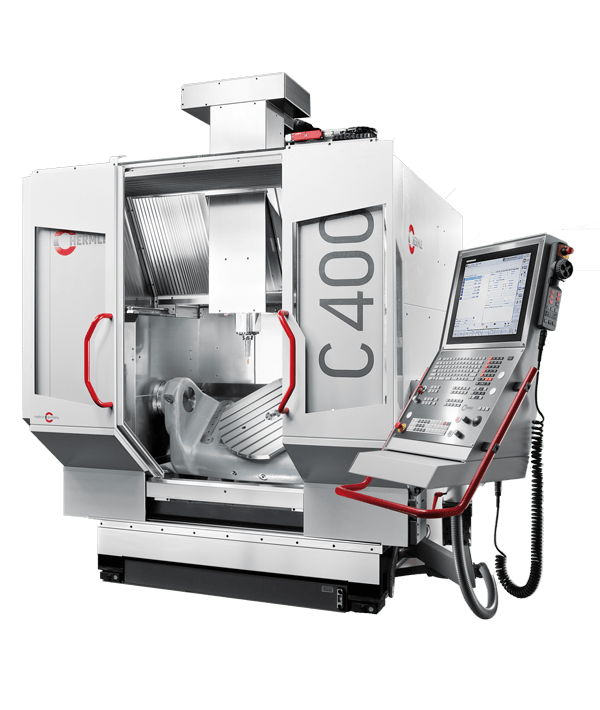
| Traverse path | 850 x 700 x 500 mm | |
| Body | dia. 650 / H 500 | |
| Colision circle | dia.885 mm | |
| Max. vertical table clearance | max. 625 mm | |
| Speed | 15000/18000 1/min | |
| Rapid traverse linear X-Y-Z | m/min | |
| Rigid clamping table | 1070 x 700 mm | |
| Max. table load | 2000 kg |
“The other essential thing a subcontractor needs is good service. Kingsbury has impressed us so far, in particular with how quickly two of its engineers moved the C 400 in four days to allow us to install other new equipment urgently. It would normally take twice as long to relocate a 5-axis machining centre.”
— Nigel Pitman, Managing Director
A catastrophic failure of a 5-axis machining centre, coupled with a requirement to continue supplying 12 aircraft seat tray table assemblies per day that were being produced on it, is a nightmarish scenario for a subcontractor. It was exactly the problem Weymouth-based FGP Systems faced last autumn…
“The Hermle impressed me even when I was looking through the catalogue and saw the Y-axis on top of the main casting and the size of the swivelling rotary table’s A-axis bearings in the mineral cast bed. The machine performs as well as I thought it would. Every job comes out really well and blends are perfect.”
– Ray Harris, Driven Precision Engineering
If you have any questions about our machines, or interest in setting up a new machining process. Our expert team are more than happy to help.