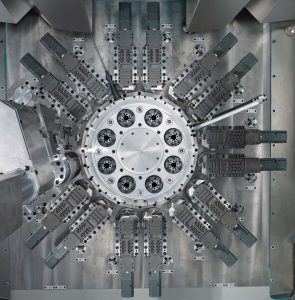
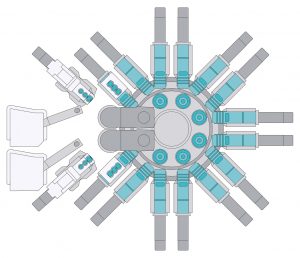
8-spindle multi for turn-milling components from bar up to 40mm.
German turning machine builder, Index, has launched a second 8-spin...

Hermle Automation Solution For Large Work Pieces
The two largest models in Hermle’s C-series of trunnion-type 5-axis...

Auto Turned Products (ATP) Case Study
In 2012, turned parts subcontractor Auto Turned Products (ATP), a l...