Traub TNL32-11 reverse attachment cuts turn-milling times.
The Traub TNL32-11 is a new addition to the German manufacturer’s a...

Sliding-Head Turning…With A Difference
Sliders also operate without the guide bush for fixed-head turning ...
German lathe machine manufacturer, Traub, has taken it’s 32 mm capacity sliding/fixed-headstock TNL32 bar auto and added a 100-degree pivoting B-axis to the upper turret. The machine is available in the UK through the sole agent, Kingsbury, Gosport.
The 9-axis CNC machine is intended for the production of complex parts, particularly those needing angular milling and drilling operations, which no longer require the use of expensive and often inaccurate angled driven toolholders.
Designated TNL32-7B, the lathe can operate with or without a guide bush. Long parts requiring true sliding-head operation are machined with the bar gripped by a collet and fed by up to 305 mm through the guide bush, which supports the bar close to the cutting tools.
Yet in a matter of minutes, the machine can be changed over to produce short parts in fixed-head mode, with the bar clamped by a collet in the spindle and moved 127 mm into and out of the cutting zone using the Z-axis motion of the headstock travelling at up to 20 m/min. Eliminating the guide bush avoids the need to use expensive ground stock.
The process is also ideal for applications where a guide bush is impracticable, such as when producing plastic workpieces and those machined from profiled stock. Without the need to bridge the gap between a collet and the guide bush, bar remnants are much shorter, resulting in significant material savings. In addition, bar changeover is faster.
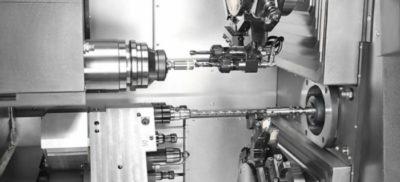
The 10-station turret with the B-axis is mounted above the spindle centreline, below which is a 9-station turret. Both move in three orthogonal axes with 20 m/min rapids in each. Rotation of the turrets is NC controlled through 360 degrees, without a mechanical lock, which is faster than indexing a turret and matches the linear speed of a gang tool post. Chip-to-chip time is under 0.3 second for adjacent turret stations, maintaining the same low levels of non-cutting time for which sliding-headstock lathes are renowned.
The ability to position the turrets at any angle also means that multiple tool-holders can be used, increasing the number of cutters in the working area. The large circumference of the TNL32’s turrets presents many more tools to a workpiece than is possible with a much shorter gang tool arrangement, reducing the number of set-ups and increasing productivity. All turret stations can carry either a static turning tool or a live cutter.
The 8,000 rpm counter spindle moves in the X, Y and Z axes, as it is mounted on the same compound slide as the lower turret. The spindle head swivels independently around the same axis as the turret to present a parted-off component to a robust, 8-station rear endworking tool carrier for completion of complex reverse-end operations.
While work is in progress on the reverse of a component, front-end machining with one or two tools can be carried out simultaneously in the 8,000 rpm main spindle, which is of thermo-symmetrical design and incorporates liquid cooling to prevent spindle growth. Simultaneous machining with two tools ensures high productivity.
A small footprint, good visibility, convenient access to the working area and ease of maintenance are further benefits of the TNL32-7B. Control is by Traub’s own Mitsubishi-based CNC system, TX8i-p, with a 10.4-inch
LCD display and integral keyboard.
The Traub TNL32-11 is a new addition to the German manufacturer’s a...
Sliders also operate without the guide bush for fixed-head turning ...